야스카와 로봇
컨트롤러 : DX200
로봇 : MA1440
■목적 : PLC↔ROBOT(야스카와) 연동TEST및 설비적용
■TEST 순서
1. ROBOT 티칭 프로그램 생성 및 팬던트조작법 숙지 (이전 글 참조)
2. ROBOT I/O 결선 및 I/O 프로그램 추가
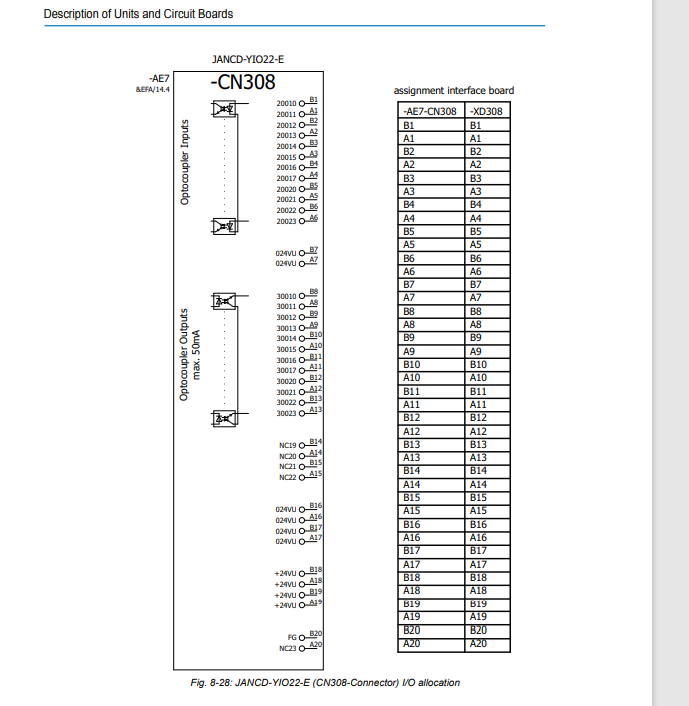
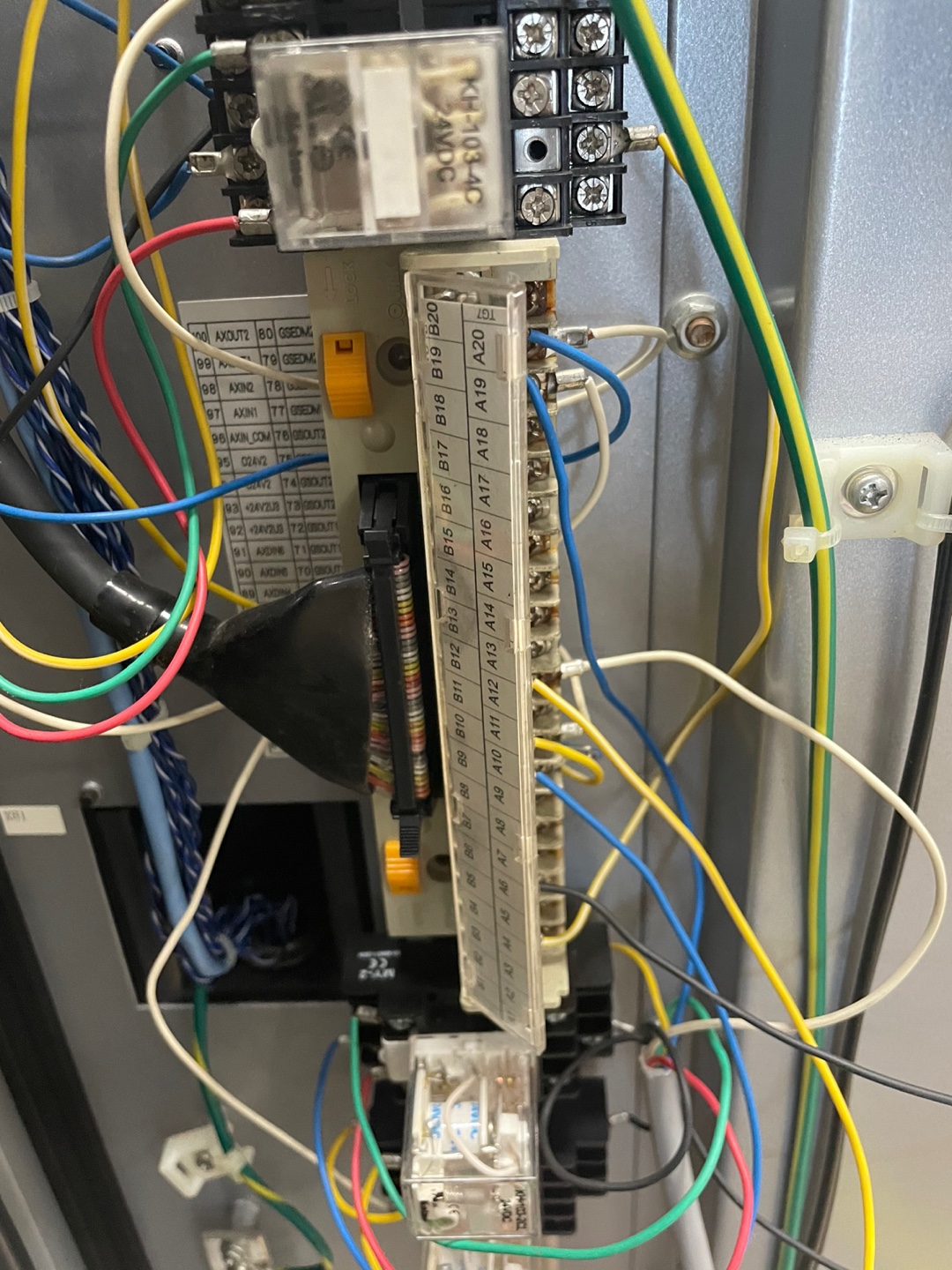
3. PLC 기판 준비
4. PLC ↔ ROBOT I/O결선 및 PLC프로그래밍,ROBOT 프로그래밍
5. 연동운전
2. ROBOT I/O 결선 및 I/O 프로그램 추가




-공압 실린더 배선 OUTPUT14
-PLC 센서 입력 INPUT 11
3. PLC 기판 준비 및 PLC ↔ ROBOT I/O결선

4. PLC프로그래밍,ROBOT 프로그래밍

■로딩동작 팬던트 프로그래밍
*LOOP : AUTO START 이후 HOLD이전까지 프로그래밍 반복
WAIT IN#(11)=ON : PLC에서 센서 입력시 ROBOT 11번 I/O ON
DOUT OT#(14) OFF : 실린더 동작 SOL 출력 OFF
MOVJ VJ=6.25 PL=0 : 곡선 운동으로 6.25 속도로 티칭된(자재 로딩위치)로 이동
DOUT OT#(14) ON : 실린더 동작 SOL 출력 ON(자재 GET)
TIMER T=2.00 : 2초딜레이
MOVJ VJ=6.25 PL=0 : 곡선 운동으로 6.25 속도로 티칭된(자재 로딩위치)로 이동
MOVJ VJ=6.25 PL=0 : 곡선 운동으로 6.25 속도로 티칭된(자재 로딩위치)로 이동
MOVJ VJ=6.25 PL=0 : 곡선 운동으로 6.25 속도로 티칭된(자재 로딩위치)로 이동
DOUT OT#(14) OFF : 실린더 동작 SOL 출력 OFF(자재 PUT)
TIMER T=2.00 : 2초딜레이
MOVJ VJ=6.25 PL=0 : 곡선 운동으로 6.25 속도로 티칭된(자재 로딩위치)로 이동
JUMP *LOOP : 동작 완료 후 다시 초기스텝으로 이동
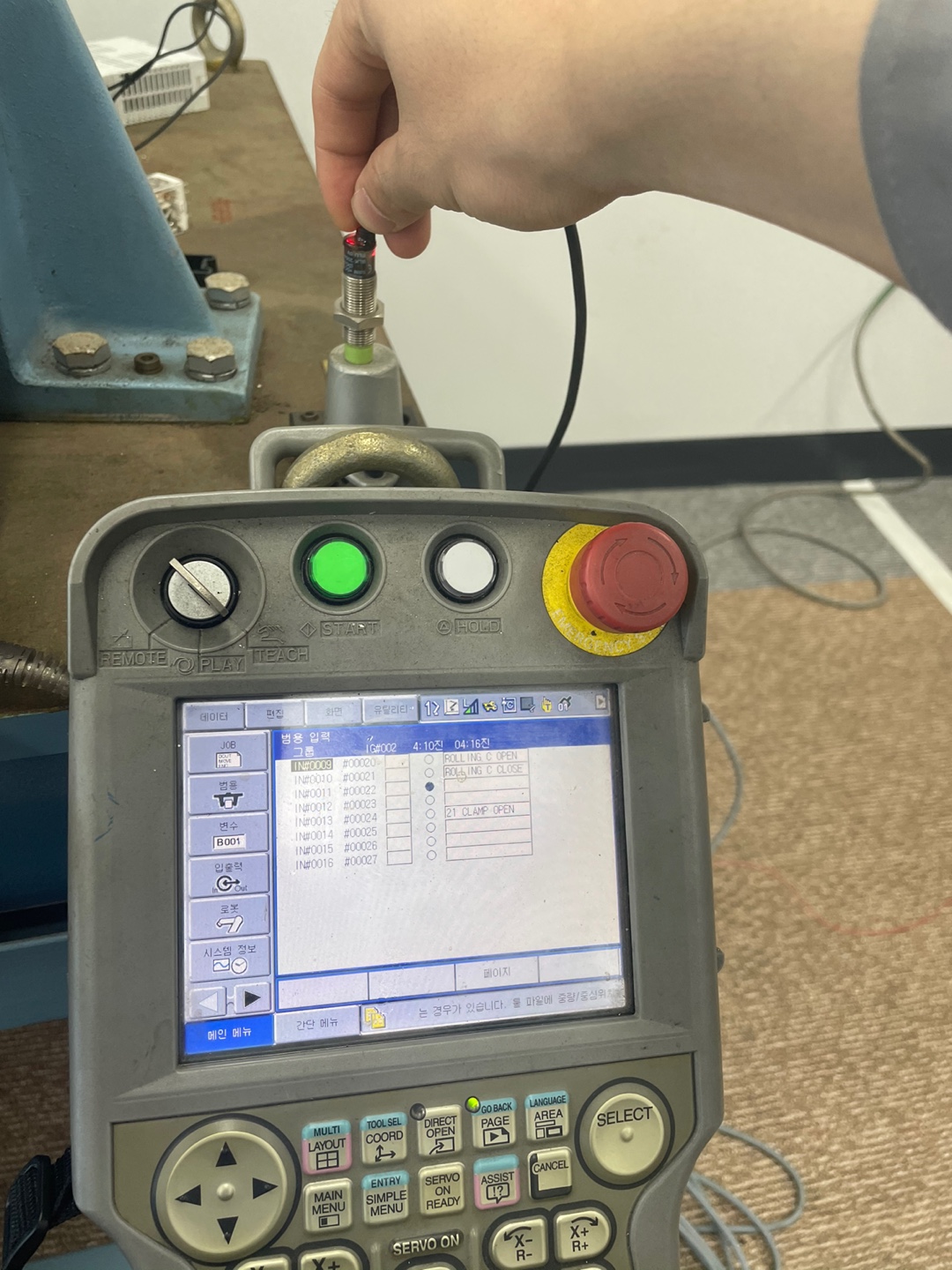
5. 연동운전
- KEY PLAY MODE → SERVO ON → START S/W ON → PLC 센서 감지 →ROBOT 동작
'Robot > Yaskawa' 카테고리의 다른 글
| Yaskawa (DX200)포지션 추가 (0) | 2021.05.10 |
|---|
